
189–192 termék, összesen 247 db



A nyelv ismerete nem csak az okos színben pompázik – hanem a hatékony kommunikációról az öntödével, a potenciális problémák korai felismeréséről, valamint a küldött részletes árajánlatok és folyamatlapok megértéséről is.
Készítsünk egy praktikus, működő szószedetet. Azokra a kifejezésekre fogok összpontosítani, amelyeket valójában a műhelyben fogsz hallani és a műszaki dokumentumokban látni, kihagyva a túlságosan tudományos jellegű részeket.
Az öntödei padló lexikona: Gyakorlati útmutató
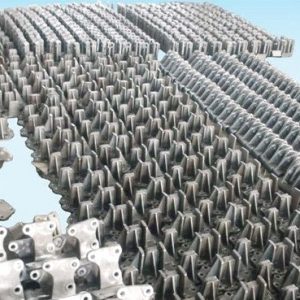
Összeszerelés (vagy „fa-összeszerelés”)
Több viaszminta hegesztésének folyamata egy központi viaszszárra (a öntőforma) egy „fa” vagy „klaszter” létrehozásához. Így öntenek több alkatrészt egyetlen kemencében. Tapasztalataim szerint a fa összeszerelésének módja – a szögek és a távolságok – közvetlenül befolyásolja a hozamot a megszilárdulás során fellépő hőeloszlás miatt.
Kiégés
A magas hőmérsékletű kemenceciklus, amelyben a beágyazott viaszfa megolvasztásra és elpárologtatásra kerül a kerámia héjból, egy üreges, pontos üreget hagyva maga után. Ez egy kritikus lépés; ha túl gyors, a héj megrepedhet a hősokktól.
Öntési ellenállás és húzás
A homoköntésből kölcsönzött, de a finomöntésben használt kifejezések a felső fél (öntési ellenállás) és a alsó fél (húzás) a viaszminták előállításához használt kétrészes öntőforma. Az itteni eltérés elválasztóvonal-lepattanást okoz a viaszon, ami a fém alkatrészen lepattanást eredményez.
Mag (kerámia mag)
Egy előre kialakított, szinterezett kerámia betét, amelyet a viaszbefecskendező szerszámba helyeznek. Viasszal, majd a héjjal beágyazódik, belső járatokat hozva létre a végső öntvényben (pl. hűtőcsatornák egy turbinalapátban). Ezek önmagukban is mérnöki csodák, és jelentős költségtényezők. A könnyű mageltávolítás (kioldással) tervezése egy egész részszakterület.
Viaszmentesítés
A kezdeti, alacsonyabb hőmérsékletű lépés a viasz nagy részének eltávolítására a héjból, általában gőzautoklávban. Ezt követi a magas hőmérsékletű kiégés. Ennek helytelen elvégzése héjrepedéshez vagy a viasz tágulásából eredő „szemölcsökhöz” vezethet.
Kapu
Az a szabályozott csatlakozási pont, ahol a viaszminta a beömlőnyíláshoz csatlakozik. Ez lesz az a csatorna, amelyen keresztül az olvadt fém belép az alkatrész üregébe. A kapuzás kialakítása inkább művészet, mint tudomány– ez szabályozza a töltési sebességet, az irány szerinti megszilárdulást, és ez az utolsó hely a megszilárdulásnak (zsugorodás táplálása). Ahol elvágják őket, egy „kapuheget” hagynak, amelyet gyakran meg kell csiszolni.
Beágyazás
Az ige és a a főnév. Ez a kerámia héj felépítésének cselekedetét jelenti a viaszszerkezet körül. A beágyazás magának a kerámia zagyanyagnak a neve is (tűzálló anyagok, például szilícium-dioxid, cirkon és kötőanyag keveréke).
Minta (Viaszminta)
A végső alkatrész másolata, fröccsöntött viaszból vagy (ritkábban) 3D nyomtatott polimer. Ez a folyamat lelke. Méretpontossága és felületkezelése közvetlenül meghatározza a végső öntvény minőségét. Különböző viaszok léteznek a különböző igényekhez: töltött viasz a stabilitásért, alacsony hamutartalmú viasz a szuperötvözetekhez.
Öntés/öntés
Az igazság pillanata. A kiégetett héjat (most már kerámia öntőforma) olvadt fémmel töltik meg. Ez történhet levegőn (acélok esetében), vákuum alatt vagy szabályozott atmoszférában (reaktív ötvözetek, például titán esetében). Az öntési hőmérséklet kritikus fontosságú – néhány fok jó feltöltést vagy hidegzárást jelenthet.
Emelőcső (vagy „Adagító”)
Egy extra fémtartály, amely egy záróelemen keresztül van a viaszmintához rögzítve. Nem része a végső alkatrésznek. Egyetlen feladata, hogy folyékony fémet adagoljon az öntvénybe, miközben az megszilárdul és zsugorodik, megakadályozva a belső porozitást. Egy jól megtervezett emelőcső egy áldozati súly, amiért a szilárdság biztosítása érdekében fizetsz. Mérete és elhelyezése nem alku tárgya.
Héjépítés (vagy „stukkózás”)
A kerámia forma elkészítésének több lépésből álló, ismétlődő folyamata. A viaszfát ismételten:
- Finom pácba mártják #f # (az „alapozó réteg”).
- Durva, homokszerű stukkóba öntik.
- Ellenőrzött környezetben szárítják.
Ez rétegeket (jellemzően 6-9) épít fel, hogy erős, áteresztő héjat képezzen. Az első réteg határozza meg a felületkezelést; a későbbi rétegek a szilárdságot biztosítják.
Zsugorodás (mintakészítői ráhagyás)
Ez a kritikus, rejtett méret. A viasz és a fém eltérő sebességgel zsugorodik. A mintázóformába mártva, szándékosan nagyobbra készítve mint a végső alkatrész, hogy kompenzálják a viaszfém teljes összehúzódását. és a A ráhagyás ötvözetenként változik (pl. alumínium ~1,3%, acél ~2,1%, szuperötvözetek 2,5% lehetnek). Ha ezt elrontják, az alkatrészt tűréshatáron kívüliség miatt selejtezik.
Beömlőnyílás (vagy „futórúd”)
A faszerkezet központi viasz„törzse”. Minden alkatrész (a nyílásaikon keresztül) és emelőelemek ehhez kapcsolódnak. Ez a fő csatorna, amelyen keresztül az olvadt fém az öntőcsészétől az egyes alkatrészek üregeibe jut. Átmérőjét úgy számítják ki, hogy biztosítsa a megfelelő fémáramlást a teljes fa ellátásához, mielőtt az megszilárdulna.
Stukkó
A durva, tűzálló szemcséket (például szilícium-dioxid, cirkon vagy alumínium-szilikát) a nedves zagyrétegekre viszik fel a héj vastagságának növelésére, a gázok/viasz elvezetésére és a mechanikai szilárdság biztosítására. A különböző rétegekhez különböző minőségeket használnak.
Viaszbefecskendezés
Az a folyamat, amelynek során nyomás alatt folyékony viaszt kényszerítenek az alumínium vagy acél mintázó szerszámba a viaszmásolatok létrehozása érdekében. A befecskendezési hőmérsékletet, nyomást és ciklusidőt szigorúan szabályozzák, hogy megakadályozzák az olyan hibákat, mint az áramlási vonalak vagy a viaszban lévő süllyedések, amelyek a fém hibáivá válnak.
Három kifejezés, amit meg kell értened a minőségi megbeszélésekhez:
- Hidegzárás: Látható vonal vagy varrat az öntvényen, ahol két olvadt fémsugár találkozott, de nem olvadt össze teljesen. A fém túl alacsony hőmérséklete vagy a szakasz túl vékonysága okozza. Ez egy repedés, ami csak arra vár, hogy bekövetkezzen.
- Zárvány (kerámia zárvány): A kerámia héj vagy mag egy letört és a fémbe szorult darabja. Végzetes hiba a nagy szilárdságú öntvényekben. A héj szilárdsága és kezelhetősége kulcsfontosságú a megelőzésben.
- Porozitás: Apró üregek az öntvényen belül. Zsugorodási porozitás (szabálytalan, gyakran a kapuk/emelkedők közelében) adagolási problémát jelent. Gázporozitás (kerek, fényes buborékok) a héj/fém reakció során beszorult levegőből vagy gázból származik. A HIP (meleg izosztatikus préselés) gyakran megoldhatja ezt a problémát, de ez többletköltséggel jár.
Záró tanácsom: Amikor árajánlatot vagy folyamatlapot kér, ne szépítse el ezeket a kifejezéseket. Ha azt írja, hogy „8 rétegű cirkonhéj”, akkor tudod, hogy prémium tűzálló anyagot használnak a magas hőmérsékletű ötvözetekhez. Ha azt írják, hogy „külön öntött próbarudak”, akkor a megfelelő mechanikai tulajdonságokat biztosítják. Ez a nyelv a tervrajza az alkatrészednek a viasztól a fémig. Ennek ismerete jobb, tájékozottabb partnerré tesz a folyamatban.
Tartsd ezt puskalapként. A beszélgetések 90%-át megvilágítja bármely öntödei mérnökkel.
No responses yet