
Showing 189–192 of 247 results



भाषा जानना सिर्फ़ स्मार्ट दिखने के बारे में नहीं है—यह आपकी फाउंड्री के साथ प्रभावी ढंग से संवाद करने, संभावित समस्याओं को जल्दी पकड़ने और उनके द्वारा भेजे गए विस्तृत कोटेशन और प्रोसेस शीट को समझने के बारे में है।
आइए एक व्यावहारिक, काम करने योग्य शब्दावली बनाएं। मैं उन शब्दों पर ध्यान केंद्रित करूंगा जो आप वास्तव में वर्कशॉप में सुनेंगे और तकनीकी दस्तावेजों में देखेंगे, अत्यधिक अकादमिक सामग्री को छोड़ते हुए।
फाउंड्री फ्लोर लेक्सिकॉन: एक प्रैक्टिशनर गाइड
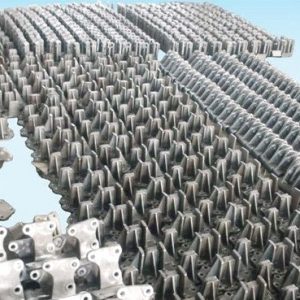
असेंबली (या "ट्री असेंबली")
एक केंद्रीय मोम के डंठल (स्प्रू) पर कई मोम के पैटर्न को वेल्ड करके एक "ट्री" या "क्लस्टर" बनाने की प्रक्रिया। इस प्रकार एक ही भट्टी में कई भागों को ढाला जाता है। मेरे अनुभव में, ट्री को कैसे असेंबल किया जाता है—कोण और रिक्ति—ठोसीकरण के दौरान ऊष्मा वितरण के कारण उपज को सीधे प्रभावित करता है।
बर्न-आउट
उच्च तापमान वाली ओवन साइकिल जिसमें निवेशित मोम ट्री पिघल जाता है और वाष्पीकृत होकर बाहर निकल जाता है। सिरेमिक खोल, एक खोखली, सटीक गुहा छोड़ देता है। यह एक महत्वपूर्ण चरण है; बहुत तेज़ होने पर थर्मल शॉक से खोल में दरार आ सकती है।
कोप और ड्रैग
ये शब्द सैंड कास्टिंग से लिए गए हैं, लेकिन इन्वेस्टमेंट कास्टिंग में इनका उपयोग दो-टुकड़े वाले मोल्ड के ऊपरी आधे भाग (कोप) और निचले आधे भाग (ड्रैग) को संदर्भित करने के लिए किया जाता है, जिसका उपयोग मोम के पैटर्न बनाने के लिए किया जाता है। यहाँ बेमेल होने से आपके मोम पर पार्टिंग लाइन फ्लैश हो जाता है, जो आपके धातु के हिस्से पर फ्लैश में बदल जाता है।
कोर (सिरेमिक कोर)
एक पूर्व-निर्मित, सिंटर्ड सिरेमिक इंसर्ट जिसे वैक्स इंजेक्शन डाई के अंदर रखा जाता है। यह वैक्स में और फिर शेल में समाहित हो जाता है, जिससे अंतिम कास्टिंग में आंतरिक मार्ग बनते हैं (उदाहरण के लिए, टरबाइन ब्लेड में शीतलन चैनल)। ये अपने आप में इंजीनियरिंग के चमत्कार हैं और लागत का एक प्रमुख कारक हैं। कोर को आसानी से हटाने (लीचिंग के माध्यम से) के लिए डिज़ाइन करना एक पूरी उप-विशेषज्ञता है।
डीवैक्स
शेल से अधिकांश वैक्स को हटाने के लिए प्रारंभिक, कम तापमान वाला चरण, आमतौर पर स्टीम ऑटोक्लेव के माध्यम से। इसके बाद उच्च तापमान पर
जलने की प्रक्रिया होती है
। इसमें गलती होने पर मोम के फैलाव से खोल में दरारें या उभार आ सकते हैं।
गेट
वह नियंत्रित संपर्क बिंदु है जहाँ मोम का पैटर्न स्प्रू से जुड़ा होता है। यह वह चैनल बन जाता है जिसके माध्यम से पिघली हुई धातु पार्ट कैविटी में प्रवेश करती है। burn-out. Getting this wrong can lead to shell cracks or “warts” from wax expansion.
Gate
The controlled connection point where the wax pattern is attached to the sprue. It becomes the channel through which molten metal enters the part cavity. गेटिंग डिज़ाइन विज्ञान से ज़्यादा कला है—यह भरने की गति, दिशात्मक ठोसकरण को नियंत्रित करता है, और यह अंतिम स्थान है जहाँ ठोसकरण होता है (संकुचन को नियंत्रित करता है)। जहाँ से इन्हें काटा जाता है, वहाँ एक "गेट स्कार" रह जाता है जिसे अक्सर पीसने की आवश्यकता होती है।
निवेश
क्रिया और संज्ञा। इसका अर्थ है मोम असेंबली के चारों ओर सिरेमिक खोल बनाने की क्रिया। निवेश सिरेमिक घोल सामग्री का भी नाम है (सिलिका, ज़िरकॉन और एक बाइंडर जैसे दुर्दम्य पदार्थों का मिश्रण)।
पैटर्न (मोम पैटर्न)
आपके अंतिम भाग की प्रतिकृति, जो इंजेक्शन मोल्डिंग मोम या (कम सामान्यतः) 3D-मुद्रित पॉलिमर से बनी होती है। यह प्रक्रिया का केंद्र है। इसकी आयामी सटीकता और सतह की फिनिश सीधे अंतिम ढलाई की गुणवत्ता निर्धारित करती है। विभिन्न आवश्यकताओं के लिए अलग-अलग मोम होते हैं: स्थिरता के लिए भरा हुआ मोम, सुपरअलॉय के लिए कम राख वाला मोम।
ढलाई/पाना
निर्णायक क्षण। पके हुए खोल (अब एक सिरेमिक मोल्ड) को पिघली हुई धातु से भरा जाता है। यह हवा में (स्टील के लिए), निर्वात में, या नियंत्रित वातावरण में (टाइटेनियम जैसी प्रतिक्रियाशील मिश्र धातुओं के लिए) किया जा सकता है। डालने का तापमान महत्वपूर्ण है—कुछ डिग्री का अंतर अच्छे भराव या ठंडे बंद होने का कारण बन सकता है।
राइज़र (या “फीडर”)
एक गेट के माध्यम से मोम के पैटर्न से जुड़ा अतिरिक्त धातु का भंडार। यह अंतिम घटक का हिस्सा नहीं है। इसका एकमात्र कार्य ढलाई के जमने और सिकुड़ने पर उसमें तरल धातु को डालना है, जिससे आंतरिक छिद्रता को रोका जा सके। एक अच्छी तरह से डिज़ाइन किया गया राइज़र वह अतिरिक्त भार है जिसके लिए आप मजबूती सुनिश्चित करने के लिए भुगतान करते हैं। इसका आकार और स्थान अपरिवर्तनीय हैं।
शेल बिल्डिंग (या "स्टुकोइंग")
सिरेमिक मोल्ड बनाने की बहु-चरणीय, दोहराव वाली प्रक्रिया। वैक्स ट्री को बार-बार निम्न चरणों से गुज़ारा जाता है:
- एक महीन घोल (प्रारंभिक परत) में डुबोया जाता है।
- मोटे, रेत जैसे प्लास्टर से वर्षा की जाती है।.
- नियंत्रित वातावरण में सुखाया जाता है।
इससे परतें (आमतौर पर 6-9) बनती हैं, जिससे एक मजबूत, पारगम्य आवरण बनता है। पहली परत सतह की फिनिश निर्धारित करती है; बाद की परतें मजबूती प्रदान करती हैं।
संकुचन (पैटर्नमेकर का भत्ता)
यह महत्वपूर्ण, छिपा हुआ आयाम है। मोम और धातु अलग-अलग दरों पर सिकुड़ते हैं। पैटर्न डाई को जानबूझकर
अंतिम भाग से बड़ा बनाया जाता है ताकि मोम
धातु के कुल संकुचन की भरपाई की जा सके। यह छूट मिश्रधातु के अनुसार भिन्न होती है (उदाहरण के लिए, एल्यूमीनियम ~1.3%, स्टील ~2.1%, सुपरअलॉय 2.5% तक हो सकते हैं)। यदि इसमें कोई गलती हो जाती है, तो भाग को सहनशीलता से बाहर होने के कारण रद्द कर दिया जाता है। और metal. The allowance varies by alloy (e.g., aluminum ~1.3%, steel ~2.1%, superalloys can be 2.5%). Get this wrong, and the part is scrapped for being out of tolerance.
स्प्रू (या "रनर बार")
ट्री असेंबली का केंद्रीय मोम "तना"। सभी भाग (अपने गेट के माध्यम से) और राइजर इससे जुड़ते हैं। यह पिघली हुई धातु को डालने वाले कप से प्रत्येक भाग की गुहा तक ले जाने वाला मुख्य मार्ग है। इसका व्यास इस प्रकार निर्धारित किया जाता है कि ठोस होने से पहले पूरे ट्री को पर्याप्त धातु प्रवाह मिल सके।
प्लास्टर
मोटे, अपवर्तक कण (जैसे सिलिका, ज़िरकॉन, या एल्यूमिना-सिलिकेट) गीली स्लरी परतों पर लगाए जाते हैं ताकि खोल की मोटाई बढ़ाई जा सके, गैसों/मोम के लिए जल निकासी मार्ग बनाए जा सकें और यांत्रिक शक्ति प्रदान की जा सके। विभिन्न परतों के लिए अलग-अलग ग्रेड का उपयोग किया जाता है।
मोम इंजेक्शन
मोम की प्रतिकृतियां बनाने के लिए एल्यूमीनियम या स्टील पैटर्न डाई में दबाव के तहत तरल मोम को डालने की प्रक्रिया। इंजेक्शन तापमान, दबाव और चक्र समय को कड़ाई से नियंत्रित किया जाता है ताकि मोम में प्रवाह रेखाओं या गड्ढों जैसे दोषों को रोका जा सके, जो धातु में दोष बन जाते हैं।
गुणवत्तापूर्ण चर्चाओं के लिए आपको तीन शब्द अवश्य समझने चाहिए:
- अचानक बातचीत बंद करना: ढलाई पर एक दृश्यमान रेखा या सीम जहाँ पिघली हुई धातु की दो धाराएँ मिलीं लेकिन पूरी तरह से नहीं जुड़ीं। यह धातु के तापमान के बहुत कम होने या खंड के बहुत पतले होने के कारण होता है। यह एक दरार का कारण बन सकता है।
- समावेशन (सिरेमिक समावेशन): सिरेमिक खोल या कोर का एक टुकड़ा जो टूटकर धातु में फंस जाता है। उच्च गुणवत्ता वाली ढलाई में यह एक घातक दोष है। खोल की मजबूती और रखरखाव रोकथाम के लिए महत्वपूर्ण हैं।
- सरंध्रता: ढलाई के भीतर छोटे-छोटे रिक्त स्थान। संकुचन सरंध्रता (अनियमित, अक्सर गेट/राइज़र के पास) एक फीडिंग समस्या है। गैस सरंध्रता (गोल, चमकदार बुलबुले) खोल/धातु प्रतिक्रिया से फंसी हवा या गैस के कारण होती है। HIP (हॉट आइसोस्टैटिक प्रेसिंग) अक्सर इसे बंद कर सकता है, लेकिन यह एक अतिरिक्त लागत है।
मेरी अंतिम सलाह: जब आपको कोई कोटेशन या प्रक्रिया पत्रक मिले, तो इन शब्दों को नज़रअंदाज़ न करें। यदि इसमें "8-परत ज़िरकॉन खोल" लिखा है, तो आप समझ जाएं कि वे उच्च तापमान मिश्रधातु के लिए एक प्रीमियम दुर्दम्य पदार्थ का उपयोग कर रहे हैं। यदि वे "अलग से ढाले गए परीक्षण बार" का उल्लेख करते हैं, तो वे उचित यांत्रिक गुणों को सुनिश्चित कर रहे हैं। यह भाषा आपके पुर्जे की मोम से धातु तक की यात्रा का खाका है। इसे जानने से आप प्रक्रिया में एक बेहतर और अधिक जानकार भागीदार बनते हैं।
इसे एक चीट शीट के रूप में रखें। यह किसी भी फाउंड्री इंजीनियर के साथ बातचीत के 90% हिस्से को स्पष्ट कर देगा।
अभी तक कोई प्रतिक्रिया नहीं