Investment Casting Materials list we use: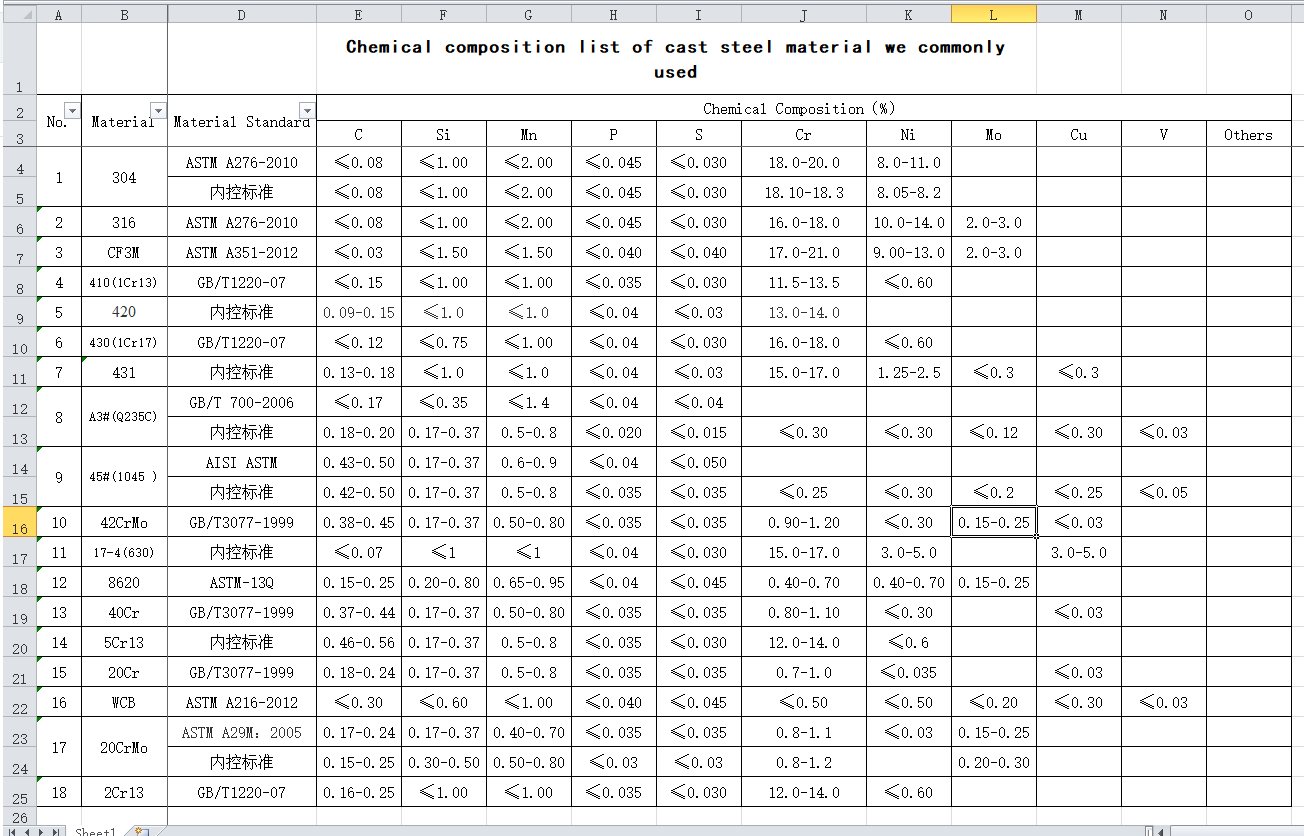 التفاوت المسموح به في الصب الاستثماري
التفاوت المسموح به في الصب الاستثماري
التفاوت الخطي لصب الاستثمار في الولايات المتحدة الأمريكية (ICI, USA) 
تفاوتات الأبعاد الخطية للصب وفقًا لمعيار ISO (GB/T6414 eqvISO8062)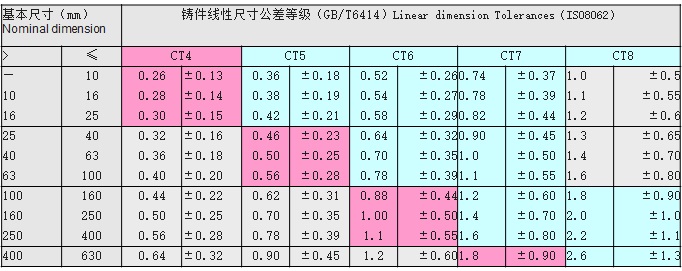
More Than Just Numbers: The Real Story Behind Our Investment Casting
You can stare at a blueprint all day, but until you understand the personality of the materials you’re working with, you’re just guessing. At our foundry, we don’t guess. We’ve learned—sometimes the hard way—that the magic of investment casting isn’t in the wax, but in the honest conversation between what a metal can do and what a tolerance requires.
The Materials We Actually Trust
Over the years, we’ve pared down our go-to list to the alloys that just work. We don’t chase fads. We use:
- Stainless Steels (304, 316, 17-4 PH): The workhorses. 17-4 is my personal favorite for parts that need to come out of the quench strong enough to shrug off a hammer blow.
- Carbon & Low-Alloy Steels (1020, 4140, 8620): Reliable, tough, and predictable. 8620 is a gem for case-hardened gears.
- Nickel-Based Superalloys (Inconel 625, 718): For when the part has to stare down 1800°F and not flinch. Expensive? Yes. Worth it? Absolutely.
- Cobalt Alloys (Haynes 25): The overachiever. Used almost exclusively for medical and aerospace—places where “good enough” isn’t in the vocabulary.
- Aluminum & Copper Alloys (356, C95800): For when you need light weight or saltwater resistance without breaking the bank.
Every Monday morning, I walk the shop floor and watch the melt crew log their batches. It’s not just chemistry; it’s accountability.
What “Good Enough” Actually Looks Like (Tolerances)
Nobody wants to hear “it’s probably fine.” That’s why we live by two standards, but we interpret them like humans, not robots.
The USA Standard (ICI, USA)
Domestically, our customers expect the tightest ship. For a nominal dimension up to 25mm, we regularly hold ±0.13mm (that’s about the thickness of a sheet of printer paper). If a customer says they need ±0.10mm, I’ll look them in the eye and ask, “Do you really need that, or do you just want to say you have it?” Because chasing microns costs real money.
The ISO Standard (GB/T6414 – eqv ISO 8062)
For our international work, we use the ISO 8062 framework. It’s smart—it recognizes that a 200mm-long arm can’t hold the same tolerance as a 20mm button. Under this system, we usually work in CT6 to CT8 grades. CT6 is tight: around ±0.23mm on small stuff. CT8 is our “relax, it’ll fit” standard for structural brackets or non-critical mounts.
The Human Truth
Here is what the charts don’t tell you: You can have the perfect alloy and the strictest ISO tolerance, but if your wax injector is having a bad day—if the die is cold or the operator rushes the pattern—none of it matters.
So when we hand you a part, just know that the “±0.15mm” on the drawing isn’t just a number. It’s a promise. It’s the result of someone actually caring whether the slurry is the right viscosity and whether the shell had enough time to dry. That’s the human side of investment casting. That’s how we pass the real test.